Материал – магнитная сталь
Tc – Температура Кюри. Ниже этой
температуры сталь магнитная (μ >> 1); выше – немагнитная (μ = 1). Для углеродистых сталей Tc близка к 750 C
Магнитная проницаемость падает, когда температура приближается к точке Кюри
Благодаря изменениям μ, ρ и δ, параметры индуктора изменяются в процессе нагрева
Параметры материала и индуктора изменяются гораздо меньше, когда греются немагнитные материалы или магнитные материалы ниже точки Кюри (отпуск, снятие напряжений и пр.).
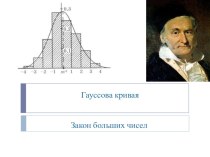
Изменения удельного сопротивления, магнитной проницаемости и глубины проникновения с температурой, для углеродистых сталей
Высокая магнитная проницаемость μ1 соответствует слабому полю (типично для сквозного нагрева); более низкие величины μ2 типичны для закалки, когда магнитное поле намного сильнее